




基于RFID的智能化机床刀具信息管理研究
文章来源:博能科技 发布时间:2017-06-22 访问量:人
数控机床已成为机械加工车间的主流设备,异常平凡小型数控加工车间的刀具设备量多达上千把,再加上其配套零部件,总量上万把,品种上百种。跟着刀具在数目和品种上急剧增长,临盆车间各类范例及规格的尺度和非尺度刀具并存,大批刀具频仍地在刀具库房与机床、机床装备之间活动和互换。
以后海内加工车间多靠手工方法和纸质条码治理刀具。纸质条码在油污情况下轻易污损,刀具寿命也只能靠履历断定。因为短缺刀具,形成许多加工流程结束,机床操作工需消耗大批光阴在查找刀具上。跟着数控机床品种及新产品品种的增长,现有刀具治理计划已不克不及满意需要,故引入无线射频技巧(RFID)。
RFID是20世纪90年月鼓起的一种非接触式的自动识别技巧,具备疾速扫描、体积小、抗净化才能和历久性强、可反复应用、穿透性和无屏蔽浏览、数据影象容量大平安性强等特色,是以在临盆数据采集、监控、数据通报方面具备巨大的利用后劲。本文以无线射频技巧为基础,将RFID芯片安装在刀具的刀柄上,完成刀具信息的收集与治理,低落综合临盆本钱。
1 刀具管理行业现状及需求
国内外从事刀具治理研讨的专家开发出许多刀具治理软件,但无奈满意刀具治理的全体请求,现有刀具治理存在如下成绩:
①无奈阐发刀具的全部寿命周期的记载和数据,只是在光阴点上完成刀具信息的收集与监控,无奈得到未加工时的数据;
②传统刀具治理短缺M2M(Machine to Machine)信息交互,无奈完成集成化治理;
③现有刀具治理计划以满意临盆需要为目的,未斟酌刀具全部性命周期内的本钱成绩。
为办理上述成绩,完成制造业加倍智能化自动化的目的,急需引入新的技巧手腕来治理刀具信息。劲胜周详组件株式会社在手机组件周详加工过程当中,针对刀具在机床中的应用停止智能化治理,将刀具参数传递给机床,使刀具参加机床刀库,供加工法式停止挪用。刀具加工完成时,将刀具临盆光阴写入刀具的RFID中,完成刀具及时信息收集,刀具状况跟踪等功效。
2 刀具信息治理系统参数采集及设定
刀具信息治理系统是指在制作单位内的机械装备(如数控机床、对刀仪等)及RFID读写器停止通信的基础上,应用无线射频技巧、CNC与RFID读写器采用串口通信技巧,
完成刀具在其性命周期内的信息监控与存储治理。刀具全部性命周期一样平常包含筹划、洽购、标识、入库、借出、装置、应用、清偿、重磨、报废等。
本文采纳思谷数字技巧有限公司(sygole)计划的刀具,刀柄上装有RFID标签,刀柄如图1所示,RFID读写标签的光阴为500ms。

图一 装有RFID标签的刀柄和RFID标签
(1)机床刀库初始化
要完成数控刀具信息的智能化传输,首先要寄托数控机床。为确保在刀具装入机床时主动入刀库,并将刀具参数从RFID标签读入到机床刀库中,需对机床刀库停止初始化操纵,详细流程阐明以下:
①在机床有刀具更改时,必要机床节制刀盘迁移转变一周(见图2),将一切刀具从新初始化到机床刀库;
③必要节制的功效:在CNC操纵界面加一个按钮,每按一次该按钮刀盘主动扭转一周,确保每次换刀都能迁移转变一周,初始化机床刀库;不允许间接将刀安装到机床的刀库刀柄。

图二 转塔式刀盘
(2)刀具生产时间记录
在卸(组)刀时,会将刀具的临蓐量(加工时间)写入到刀具管理系统中。将机床加工时间写入刀柄的RFID中的流程如下:
①在机床卸刀前或组刀后,机床记录使用的刀具,旋转刀盘,逐一写入刀具加工时间;
②气缸状况保持500ms,CNC颠末过程串口通信驱动RFID读写器并对刀柄RFID芯片停止写入操纵;
③发出气缸,CNC检测气缸磁感应开关到位后,刀盘继承迁移转变。
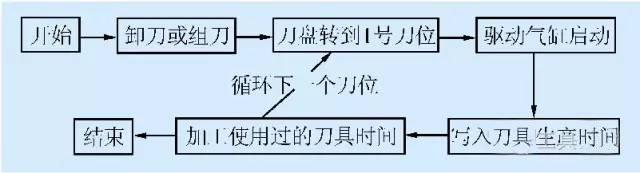
图3 方案流程
(3)RFID芯片中刀具数据存储
刀具编码是肯定刀具身份独一性的紧张信息,将其写入RFID,经由过程刀具编码来治理每一把刀具。在编写响应法式时,可依据刀具的规格型号肯定刀具的名义直径、名义长度及响应法式,而后依据实际情况赐与响应的直径赔偿和长度赔偿。因为同一把刀具能够安装在分歧的机床上,同一台机床也能够加工分歧产物,加工产物时,也可能呈现非常环境,故在加工时,必要展现以上加工信息。可通进程序控制,在加工进程静态展现报表表现刀具编码、加工产物、产物数目、非常信息等和RFID记载中的刀具编码、刀具寿命、刀具已应用光阴等信息。
3 硬件体系构成及软件开发
硬件由电子标签(RFID)、天线、读写器及相干数据接口构成(见图4)。RFID标签为数据载体,由芯片及耦合元件构成,每一个RFID标签都具备独一的电子编码;RFID标签天线是RFID电子标签的应对器天线,经由过程通讯感到来通报标签与控制器之间的无线射频旌旗灯号,读写器是用来读取或写入RFID标签信息的装备。
图4 RFID构成
该体系为分布式应用体系,采用C/S形式更利于该体系运转。体系开辟平台为微软公司的Visual Studio2010.NetFramework3.5及以
上
版本,采纳C#开辟,数据库为ORACLE。
体系采纳的RFID编码块为EEPROM存储范例,因为一样平常机床数控体系装备COM串行通信接口,故采纳RS232通信协定。
刀具应用寿命必要实时更新,为包管存储数据的实时性,在调换刀具时实时更新芯片中的刀具信息,
将数控体系NCK变量中的寿命数据写入RFID芯片。
小结
经由过程在刀具上装置RFID标签用于刀具全性命周期的性命辨认和信息读写,在数控机床等装备主机上装置读写器,作为RFID标签
与重要控制体系之间信息交互接口,应用RFID标签作为信息载体完成刀具与主机和主机与主机之间的信息交互,以完成刀具寿命的
猜测。新的解决方案可完成刀具全性命治理,低落刀具库存20%,低落刀具本钱10%,削减筹备光阴15%,晋升装备效力10%,延长
交期10%,低落综合本钱15%以上。
